Когерентная адаптивная фокусировка (CAF) для контроля композитов со сложной геометрией
Контроль криволинейных поверхностей из композитных материалов в самолётостроении. Кейс применения дефектоскопов на фазированных решетках и метода когерентной адаптивной фокусировки для контроля деталей планера: лонжеронов, балочных перекрытий, стрингеров, обтекателей и других деталей со сложной геометрией.
Когерентная адаптивная фокусировка
В конструкциях новых моделей авиационной техники количество применяемых композитных материалов постоянно увеличивается из-за их малой массы, высокой прочности и коррозионной стойкости. В соответствии с основными требованиями к планеру обеспечением высокой стойкости к полетным нагрузкам и снижением массы конструкции композитные элементы планера часто имеют большие габариты. Наряду с плоскими поверхностями такие детали имеют зоны со сложной нелинейной геометрией, что обеспечивает жесткость конструкции в нужных местах и требуемые аэродинамические свойства. Необходимо обеспечивать контроль всех зон с криволинейной поверхностью, однако применения обычного метода фазированных решеток (ФР) [1] в таких случаях бывает недостаточно.
Чтобы соответствовать текущим тенденциям в самолетостроении, дефектоскопы на ФР [1] развиваются параллельно с потребностями авиационной промышленности. Реализация улучшенной стратегии контроля криволинейных поверхностей получила название когерентная адаптивная фокусировка (Coherent Adaptive Focusing CAF). Метод CAF упрощает контроль зон со сложной геометрией, переменных радиусных углов, загнутых и конических композитных конструкций, а также компенсирует смещение ФР-преобразователя во время сканирования.
Дефектоскопия геометрически сложных поверхностей
Такие детали планера, как лонжероны, стрингеры, балочные перекрытия, обтекатели и др., имеют очень сложную геометрию с точки зрения пригодности для контроля ультразвуковыми методами. Изменяющаяся форма поверхности таких деталей не позволяет обеспечить хороший акустический контакт, который необходим для полноценного ультразвукового контроля.
Ввиду анизотропных свойств контроль многослойных композитов проводят продольными ультразвуковыми волнами. Угол ввода луча должен быть строго перпендикулярен поверхности в каждой точке входа. Если условие перпендикулярности соблюдается, то общий фронт лучей от всех элементов ФР будет параллелен поверхности ввода. Это обеспечивает наилучшее качество данных контроля. Чтобы соблюсти перпендикулярность падения ультразвуковых лучей, сегодня применяются различные механические сканеры или роботы, но использование таких сложных устройств не дает гарантии полного исключения пропуска данных во время контроля.
Преимущество технологии фазированных решеток
Большим преимуществом метода ФР является возможность настройки преобразователей под индивидуальные стратегии контроля [2, 3]. Ключевой принцип луча, создаваемого ФР-преобразователем, можно резюмировать следующим образом: группа элементов ФР возбуждается с помощью программируемых задержек передачи [1] импульсов. Это позволяет получить нужную апертуру, желаемые характеристики луча/волнового фронта (рис. 1). Угол наклона и глубина фокусирования ультразвукового луча могут регулироваться путем создания мультиплексором задержек передачи импульсов отдельными элементами ФР или группами элементов. Управление лучом позволяет выполнять контроль под разными углами наклона и/или в разных точках глубины с помощью одного ФР-преобразователя без его перемещения [4].

Рис 1. Генерация формы фронта ультразвуковой волны
Во время контроля методом ФР генерация лучей основана на фиксированной модели, рассчитанной по заранее введенным в прибор параметрам. Этот процесс генерации является предопределенным. Временные задержки передачи и приема импульсов рассчитываются исходя из известных параметров:
- геометрии объекта контроля;
- расстояния между ФР-преобразователем и поверхностью ввода;
- ориентации ФР-преобразователя и т.д.
Какие проблемы решает метод CAF
Для большинства плоских или почти плоских объектов контроля достаточен подход, применяемый в стандартных дефектоскопах на ФР. Но когда объект контроля имеет большую кривизну или его форма отличается от номинальной из-за широкого диапазона принятых допусков, стратегия контроля с предопределенными законами задержек передачи и приема импульсов уже неэффективна.
Чтобы преодолеть ограничения дефектоскопов на ФР для контроля многослойных композитов, в Olympus Scientific Solutions Americas разработали метод когерентной адаптивной фокусировки (CAF), который быстро завоевал популярность в авиационной промышленности. Метод CAF помогает решить следующие проблемы:
- адаптации формы ультразвукового фронта к поверхности ввода в режиме реального времени;
- упрощения контроля криволинейных зон с малым радиусом с переменными значениями;
- совместимость метода с линейными ФР и ФР вогнутой формы [1] существующих моделей;
- производительности и скорости контроля, эквивалентными использованию метода ФР с предопределенными настройками;
- компенсации смещения ФР-преобразователя;
- получения данных контроля хорошего качества без пропусков.
Метод CAF позволяет генерировать ультразвуковые лучи таким образом, что общий волновой фронт принимает форму, параллельную поверхности, например конической. При этом не имеет значения, используется ли линейная ФР или ФР вогнутой формы. Принцип проиллюстрирован на рис. 2.
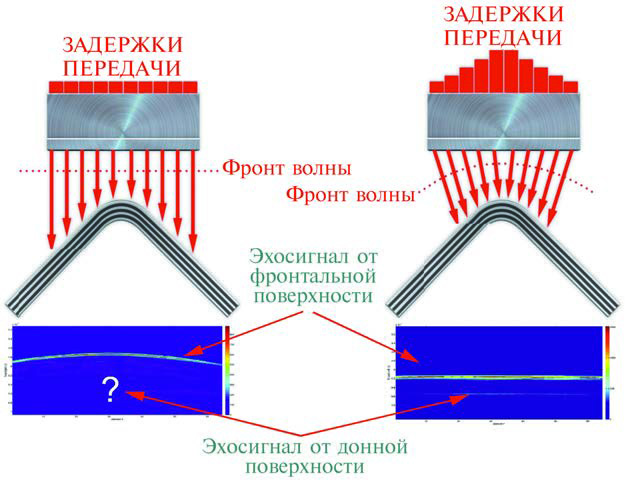
Рис. 2. Фронт волны с использованием предопределенных настроек (слева), ниже построенные данные контроля на основе этого подхода; фронт волны с применением алгоритма CAF (справа), ниже построенные данные контроля на основе алгоритма CAF
Слева на этом рисунке в нижней части наблюдаются эхо-сигналы только от поверхности ввода, которые повторяют ее кривизну. Данные получены с использованием предопределенных настроек. Как видно из этого рисунка, донный сигнал не наблюдается, а это значит, что зона не пригодна для контроля. Для получения данных контроля на правом изображении рис. 2 был применен CAF. На изображении данных контроля видно, что задержки передачи и приема скорректированы таким образом, что эхо-сигналы от поверхности ввода и донной поверхности «выпрямились» и хорошо просматриваются. Это гарантирует возможность проведения контроля и выявление дефектов в этой зоне.
Алгоритмы адаптивной фокусировки
Существует несколько алгоритмов с адаптивной фокусировкой [1], некоторые из которых были представлены в статьях еще в 1995 г. [5], а затем получили развитие в 2011 г. [6] и 2013 г. [7]. Метод когерентной адаптивной фокусировки, описываемый в этой статье, использует другой алгоритм, который состоит из нескольких шагов [8].
Первый шаг – это установка ФР-преобразователя в зону контроля и одновременное излучение всеми доступными элементами ФР ультразвуковой волны без каких-либо задержек передачи (рис. 3, а). Таким образом, фиксируется точка отсчета во времени, когда сигнал был запущен. После этого выполняется запись элементарных эхосигналов от поверхности, приходящих на каждый элемент ФР. Фиксируется время, затраченное с момента излучения всеми элементами ФР до приема каждого эхосигнала каждым отдельным конкретным элементом ФР (рис. 3, б) [8].
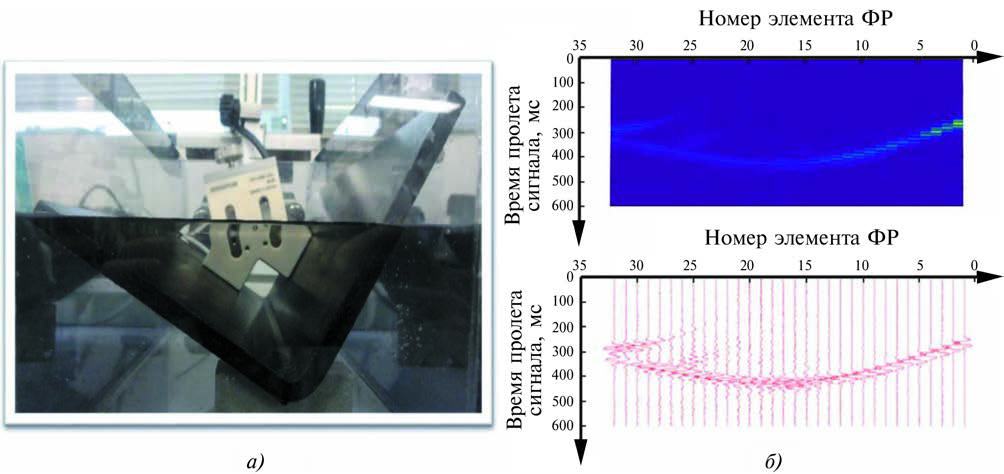
Рис. 3. Размещение преобразователя в зоне сложной геометрии (а) и элементарные эхосигналы, зафиксированные каждым элементом ФР (б)
Второй шаг – это сопоставление всех потенциальных точек поверхности, от которой получены эхосигналы. В зависимости от положения и геометрии ФР-преобразователя и объекта контроля иногда возможно наличие шумовых сигналов (рис. 4). При преобразовании данных весь шум отсеивается, а полезный сигнал усиливается [8].
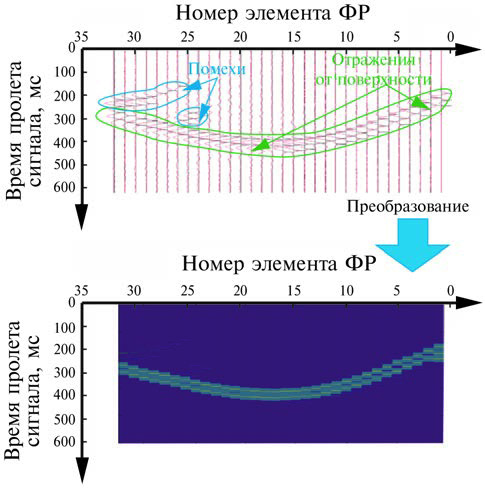
Рис. 4. Сопоставление и преобразование сигналов
Во время шага 3 данный алгоритм выполняет расчет новых задержек передачи и приема для финального излучения импульсов (рис. 5) [8].
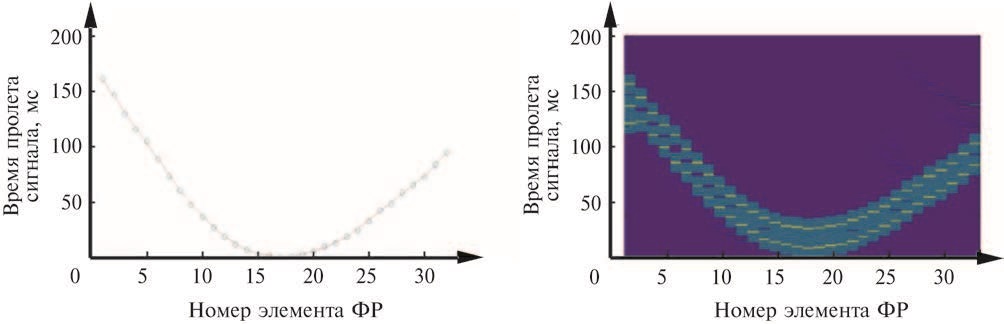
Рис. 5. Рассчитанная схема задержек для финального излучения импульсов
Четвертый шаг – выполнение сбора данных и их обработки с использованием рассчитанных новых законов передачи и приема. После обработки алгоритмом CAF на экран дефектоскопа выводится удобное для анализа изображение, как в представленном примере на рис. 6 [8].
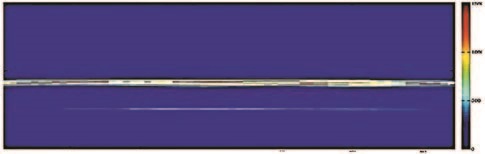
Рис. 6. Изображение сечения зоны со сложной геометрией, полученное с применением алгоритма CAF
Данный алгоритм повторяет все шаги с большой скоростью при проведении сканирования. Частота повторений обеспечивает постоянное обновление информации об изменении кривизны поверхности, что используется для корректировки задержек передачи приема в режиме реального времени.
Чтобы протестировать алгоритм CAF, был проведен эксперимент, в котором использовался углепластиковый образец с переменным радиусом от 5,1 до 12,7 мм. Искусственные дефекты выполнены в радиусной зоне и представляют собой имитации расслоений (рис. 7). Сканирование проводили иммерсионным методом с использованием следующих средств:
- ФР вогнутой формы 5CC25-32R4 (32 элемента, 5 МГц, RПЭП = 25 мм);
- призма иммерсионная SR4-IE90;
- дефектоскоп на ФР Focus PX;
- программное обеспечение Focus PC.
В ходе эксперимента радиусный угол контролировали с внутренней и наружной сторон [4].

Рис. 7. Общий вид образца для проведения экспериментов: длина образца 500 мм, толщина стенки 6,3 мм; всего было выполнено 30 искусственных дефектов, которые обозначены пунктирной линией. Размеры искусственных дефектов (9,3×3,2 мм)
Контроль внутреннего радиуса образца связан со следующими трудностями:
- ультразвуковая волна, параллельная поверхности ввода ультразвука при одном значении радиуса, не параллельна поверхности ввода при другом значении радиуса (рис. 8, а);
- возможны отклонения от концентричности или смещение ФР-преобразователя (рис. 8, б).
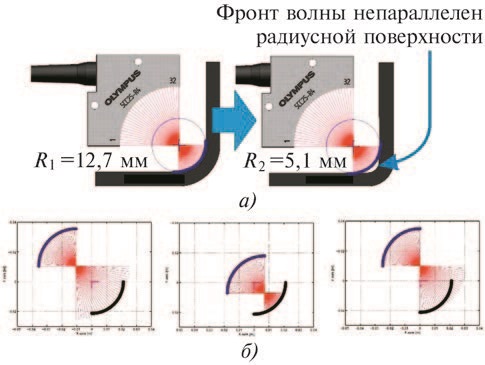
Рис. 8. Выполненная настройка с предопределенными параметрами для зоны с радиусом 12,7 мм не подходит для зоны с радиусом 5,1 мм (а), возможные отклонения (б) от концентричности (левое и среднее изображения) и смещениее ФР-преобразователя (правое изображение) в процессе контроля
Приняв во внимание все трудности, образец был просканирован с использованием предопределенных настроек и с применением алгоритма CAF. Полученные данные показаны на рис. 9. Результат эксперимента показывает, что с применением алгоритма CAF при сканировании внутреннего радиуса экспериментального образца [8]:
- допускается отклонение от концентричности в пределах от +30,0 до –2,0 мм;
- допускается смещение преобразователя по горизонтали или вертикали ±6 мм;
- область охвата преобразователем составляет 90°;
- стабильно выявляются все заложенные искусственные дефекты;
- обеспечивается хорошее качество данных, пропуски отсутствуют (справа на рис. 9).
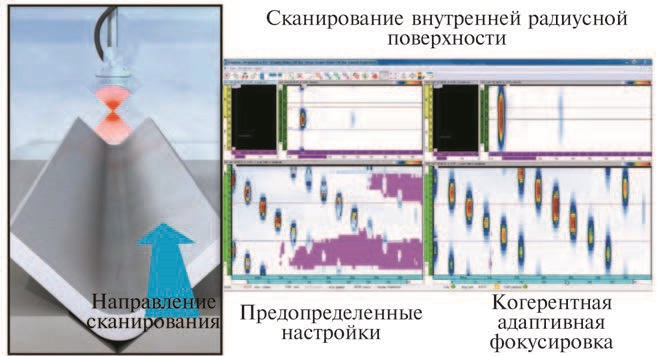
Рис. 9. Схема сканирования и результаты контроля внутренней радиусной поверхности. С-сканы построены по значениям амплитуд сигналов
Контроль наружной поверхности радиуса образца также связан с трудностями из-за различных отклонений и смещений ориентации ФР-преобразователя. Было осуществлено сканирование наружной радиусной поверхности с использованием тех же ФР-преобразователя и призмы. Полученные данные показаны на рис. 10.
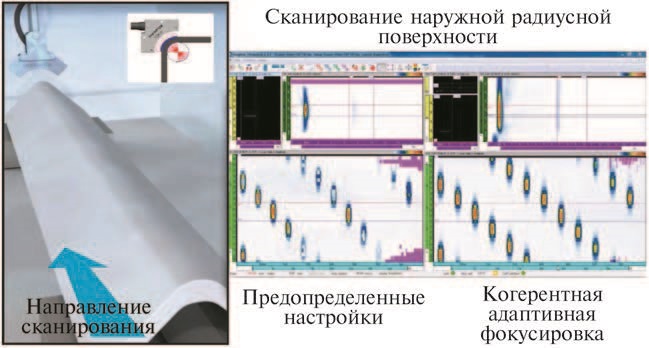
Рис. 10. Схема сканирования и результаты контроля наружной радиусной по-верхности. С-сканы построены по значениям амплитуд сигналов
Результат эксперимента показал, что с применением алгоритма CAF при сканировании наружного радиуса экспериментального образца [8]:
- допускается отклонение от концентричности в пределах от +9,5 до –10,0 мм (до момента касания поверхности);
- допускается смещение преобразователя по горизонтали или вертикали ±6 мм;
- область охвата преобразователем составляет 90°;
- стабильно выявляются все заложенные искусственные дефекты;
- обеспечивается хорошее качество данных, пропуски отсутствуют (справа на рис. 10).
Метод фазированной решетки с применением алгоритма CAF
Алгоритм CAF испытывали и на других образцах. На рис. 11 показан пример данных после сканирования другого варианта угловой конструкции. На рис. 12 показан пример данных, после сканирования линейным ФР 3.5L64-NWI с наклоном 25°.
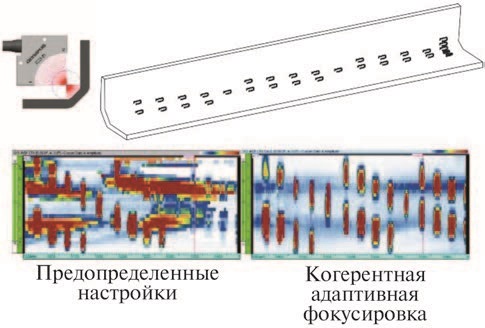
Рис. 11. Данные после сканирования другого радиусного угла
Можно ясно наблюдать, что в случае использования метода ФР с применением алгоритма CAF результаты обнаружения искусственных дефектов на экспериментальных образцах значительно улучшаются [8, 10]. Контроль с когерентной адаптивной фокусировкой не снижает скорость сканирования, так как алгоритм использует сопоставление A-сканов каждого элемента ФР, генерируя сумму сигналов. Получаемый результат строится на основе этой суммы сигналов, а стандартный алгоритм обработки данных не используется [9].
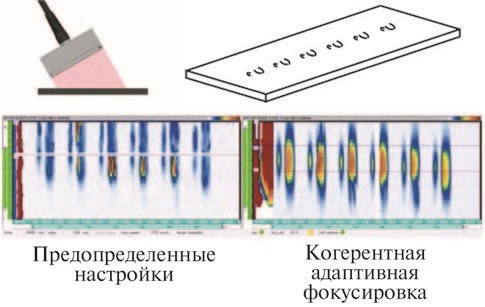
Рис. 12. Данные после сканирования ФР-преобразователем 3.5L64-NWI с наклоном 25°
Когерентная адаптивная фокусировка предоставляет отрасли следующие преимущества:
- возможность быстрой компенсации переменной геометрии в процессе проведения контроля;
- отсутствие необходимости разработки сложных механических устройств для осуществления контроля;
- улучшенные способности измерения дефектов;
- снижение количества непригодных для контроля зон на деталях;
- упрощение процесса калибровки;
- повышение достоверности данных контроля.
В целом многочисленные успешные испытания алгоритма CAF на практике доказали его высокую эффективность для ультразвукового контроля композитных деталей со сложной геометрией.
Список литературы
- Проект ГОСТ Р «Контроль неразрушающий. Термины, используемые в ультразвуковом контроле с фазированными решетками (DIN EN 16018:2012)». пп. 3.1.1–4.1.8. М., 2015.
- Mahaut S., Chatillon S., Kerbrat E., et al. New Features for Phased Array Techniques Inspections: Simulation and Experiments //Proc. of the World Congress of Nondestructive Testing, Mont-real, Canada, 30 Aug. – 3 Sept. 2004. Montre-al, 2004.
- Mahaut S. Chatillon S., Raillon-Picot R., Calmon P. Simulation and Application of Dynamic Inspection Modes Using Ultrasonic Phased Arrays // Review of Progress in Quantitative Non-destructive Evaluation. 2004. V. 23. AIP Conference Proceedings / ed. by D. O. Thompson and D. E. Chimenti; American Institute of Physics. Melville, NY, 2004.
- Промышленный контроль методом фазированных решеток. Теоретические основы / Olympus Scientific Solutions Americas. Квебек, 2015. С. 32–33.
- Beardsley B., Peterson M., Achenbach J.D. A Simple Scheme for Self-Focusing of an Array // Journal of Nondestructive Evaluation. 1995. V. 14. No. 4. Р. 169.
- Hopkins D., Neau G., Le Ber L. Advanced phasedarray technologies for ultrasonic inspection of complex composite parts // NDT in Canada. 2011. Conf. Proc. Montreal–Quebec, 2011.
- Hopkins D.L., Brassard M., Neau G.A. et al. Surface-Adaptive Ultrasound (SAUL) for phasedarray inspection of composite specimens with curved edges and complex geometry // Review of Progress in Quantitative Nondestructive Evaluation. 2013. V. 32 /ed. by D.O. Thompson and D.E. Chimenti; American Institute of Physics Conference Proceedings, 2013.
- Lamarre A., Grondin E. Coherent Adaptive Focusing Technology for the Inspection of Variable Geo-metry. Composite Material // 10th International Symposium on NDT in Aerospace 2018, Dresden, Germany. Dresden, 2018.
- Grondin E. Adaptive Focusing Technology for the Inspection of Variable Geometry Composite Material / Olympus Scientific Solutions Americas. Quebec, 2018.
- Grondin E. Adaptive Ultrasound Technology for the Inspection of Variable Geometry Composite Mate-rial / Olympus NDT. Quebec, 2018.


