Контроль толстостенных сварных швов на производстве
Делимся опытом применения оборудования неразрушающего контроля на реальных объектах. Из статьи вы узнаете как с помощью дефектоскопа OmniScan X3 мы обследовали массивный циркуляционный насос.
Введение
В начале 2021г специалисты компании ПЕРГАМ были приглашены постоянным Заказчиком для проведения испытаний ультразвукового дефектоскопа OmniScan X3 на объектах сложной формы и большой толщины (до 120мм). В качестве объекта контроля был предоставлен массивный литой корпус циркуляционного насоса с заданными дефектами сварки.
Обследовать главный циркулярный насос
ГЦН на АЭС — это главный циркуляционный насос, который отвечает за циркуляцию теплоносителя, нагретого до 320°C в первом контуре реактора. Давление в насосе может достигать 17 МПа. ГЦН считается одним из потенциальных мест возникновения пожаров, вызываемых утечкой масла и большой внутренней температурой насоса. Поэтому главный циркуляционный насос должен иметь высокую герметичность стенок корпуса, чтобы не допустить протечек радиоактивного теплоносителя.
OmniScan X3 — дефектоскоп, которому можно доверить ответственное задание. Фазированные решетки — эффективный и проверенный инструмент для ультразвукового контроля сварных швов и основного металла. ФР позволяют исследовать самые сложные объекты, не прибегая к более дорогим и менее удобным методам контроля, например, радиографическому, капиллярному или магнитопорошковому.
 Главный циркуляционный насос для АЭС
Главный циркуляционный насос для АЭСОборудование и контроль
В состав главного циркуляционного контура АЭС входят парогенераторы, главные циркуляционные насосы, главные циркуляционные трубопроводы. Всё это нуждается в регулярной проверке. Предупредительная диагностика важна, поскольку сбой в работе ГЦН может привести к остановке подачи теплоносителя в активную зону реактора, что приведёт к повышению температуры и выходу из строя тепловыделяющих элементов ТВЭЛ-ов, являющимися главным конструктивным элементом активной зоны. Последствия могут быть очень серьезными.
Для проведения инспекции мы использовали следующее оборудование:

OmniScan X3 32:128PR
Ультразвуковой дефектоскоп с поддержкой Фазированных решеток и методов FMC/TFM. Представлен в 2019г и является передовым решением для контроля объектов сложной формы. У дефектоскопа широкий спектр применения: диагностика сварных швов, трубопроводов, труб, коррозионно-стойких сплавов, коррозионный мониторинг, контроль высокотемпературного водородного растрескивания, выявление ступенчатого растрескивания, контроль композиционных материалов и многое другое.
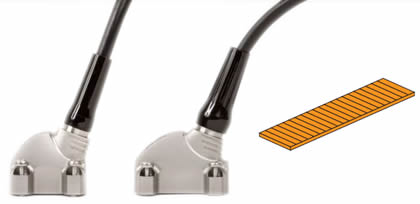
5L32-A31
УЗ-преобразователь с линейной фазированной решёткой. Ручной или автоматизированный контроль сварных швов наклонным лучом. Упрощают контроль сварных швов за счёт уменьшенного диапазона конфигураций и улучшенного отношения сигнал-шум.

2.25DM7X4-A17
УЗ-преобразователь с двумя матричными (1,5D) фазированными решётками, работающими по раздельно-совмещённой схеме. Раздельно-совмещенные матричные преобразователи (DMA) состоят из двух матричных ФР-ПЭП, подключенных к одному разъёму, генерируют продольные звуковые волны приёма-передачи (TRL). Данные ПЭП особенно незаменимы при контроле армированных труб и материалов с высоким затуханием звука. Превосходное отношение сигнал-шум.
Сбор данных
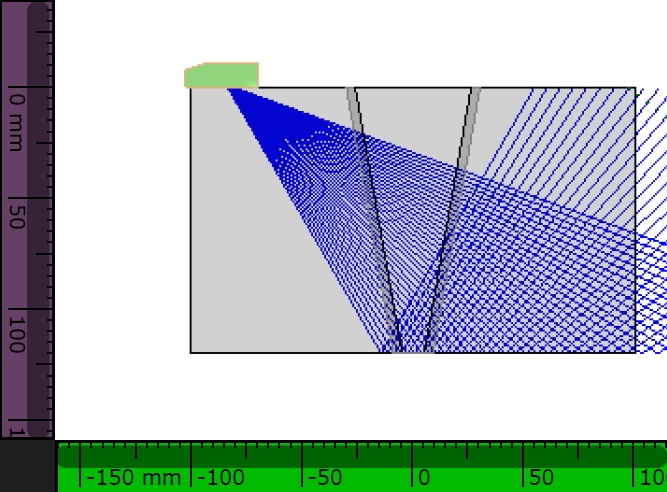
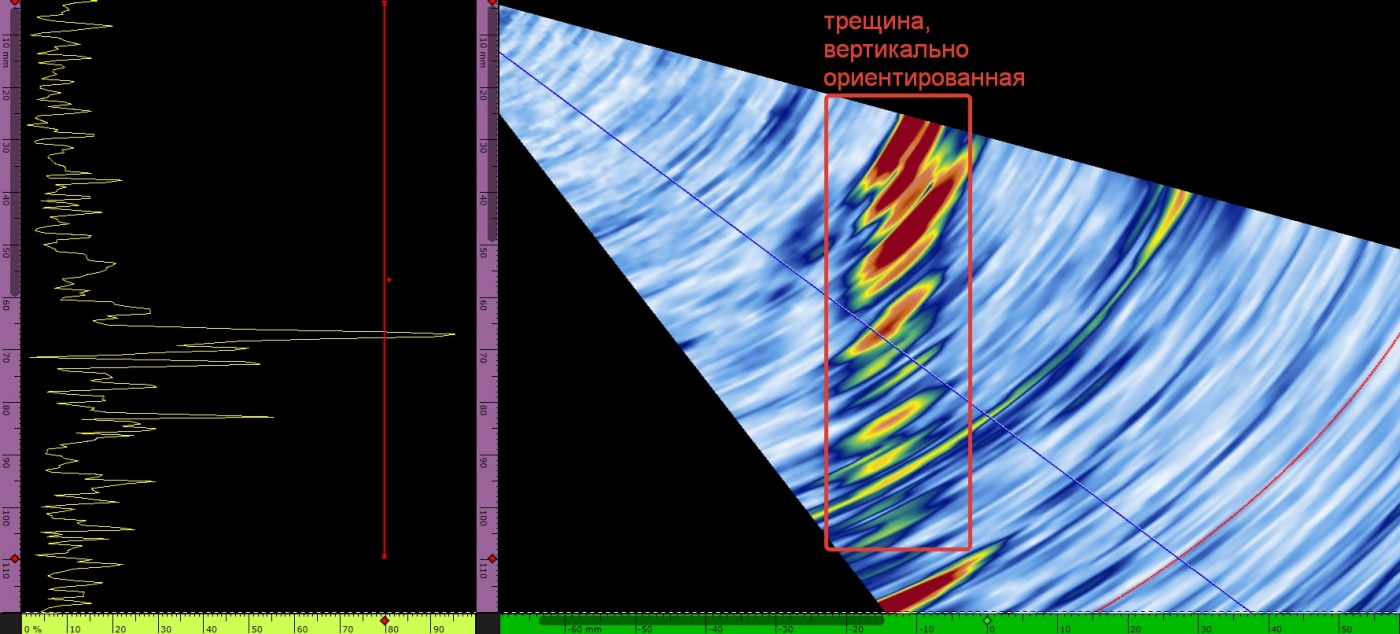
Толщина стенки изделия составила 120 мм, поверхность сварного шва обработана и зачищена в уровень с основным металлом. На первом этапе проводился ручной контроль корня сварного шва преобразователем 2.25DM7X4-A17. Сканирование осуществлялось в секторном режиме с диапазоном углов от 30° до 70°. При этом генерировались продольные ультразвуковые волны. Схема прозвучивания приведена ниже:
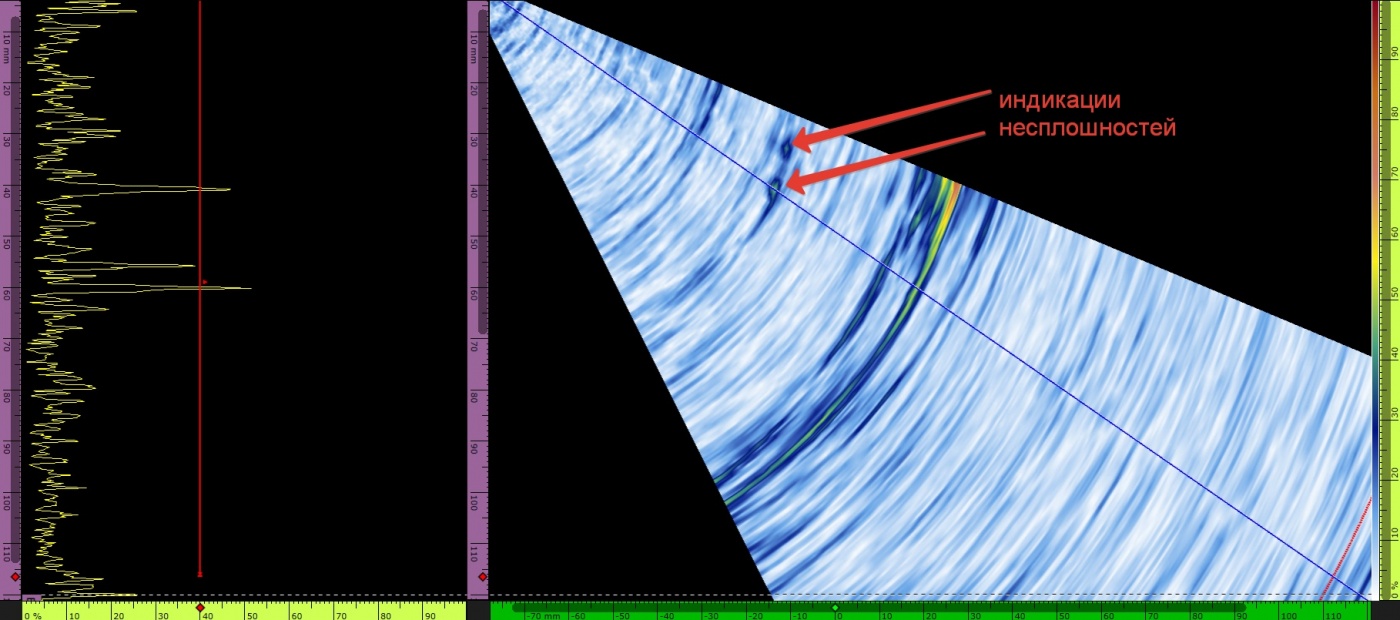
Верхняя часть шва контролировалась с использованием преобразователя 5L32-A31 с линейной фазированной решёткой и прямой призмой. Преобразователь располагался на поверхности сварного шва. Контроль проводился в режиме TFM/FMC.
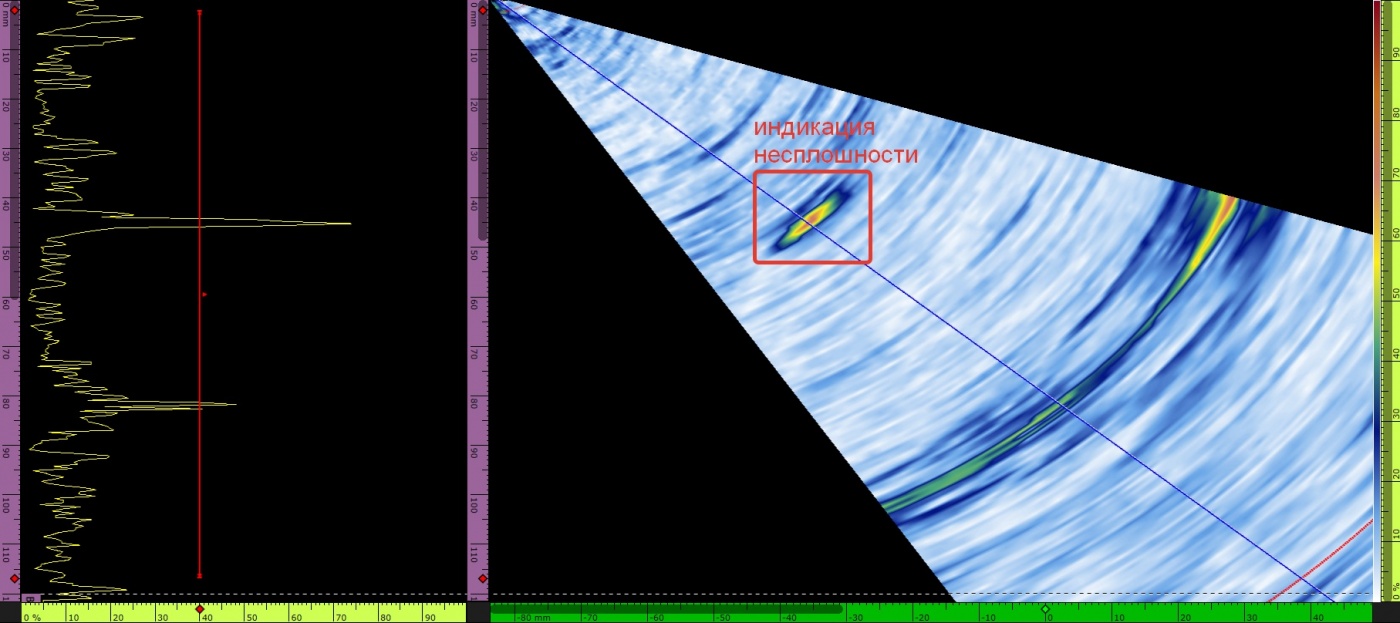
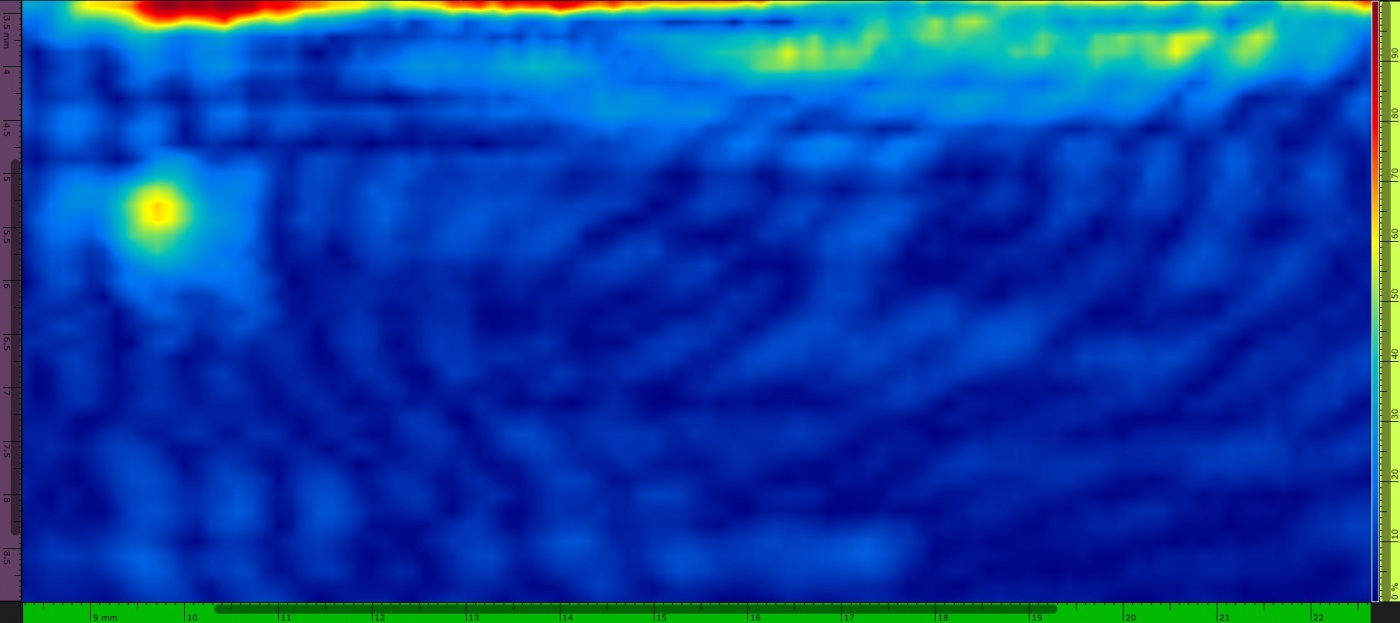
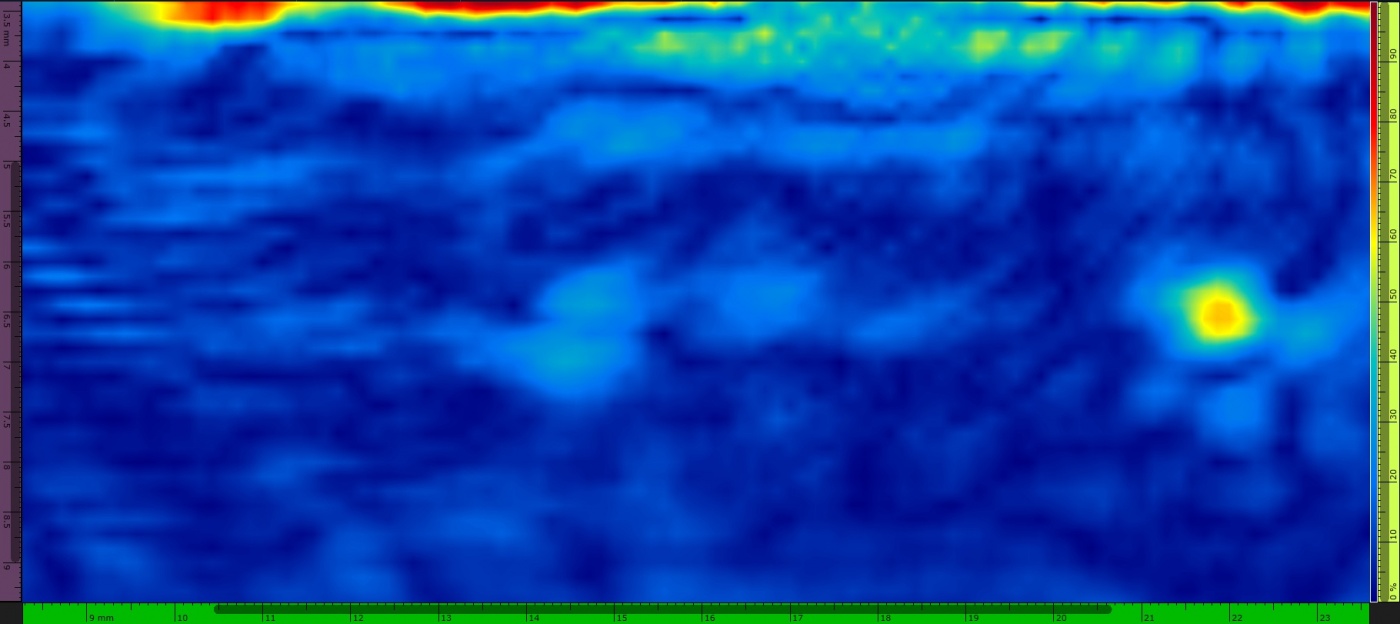
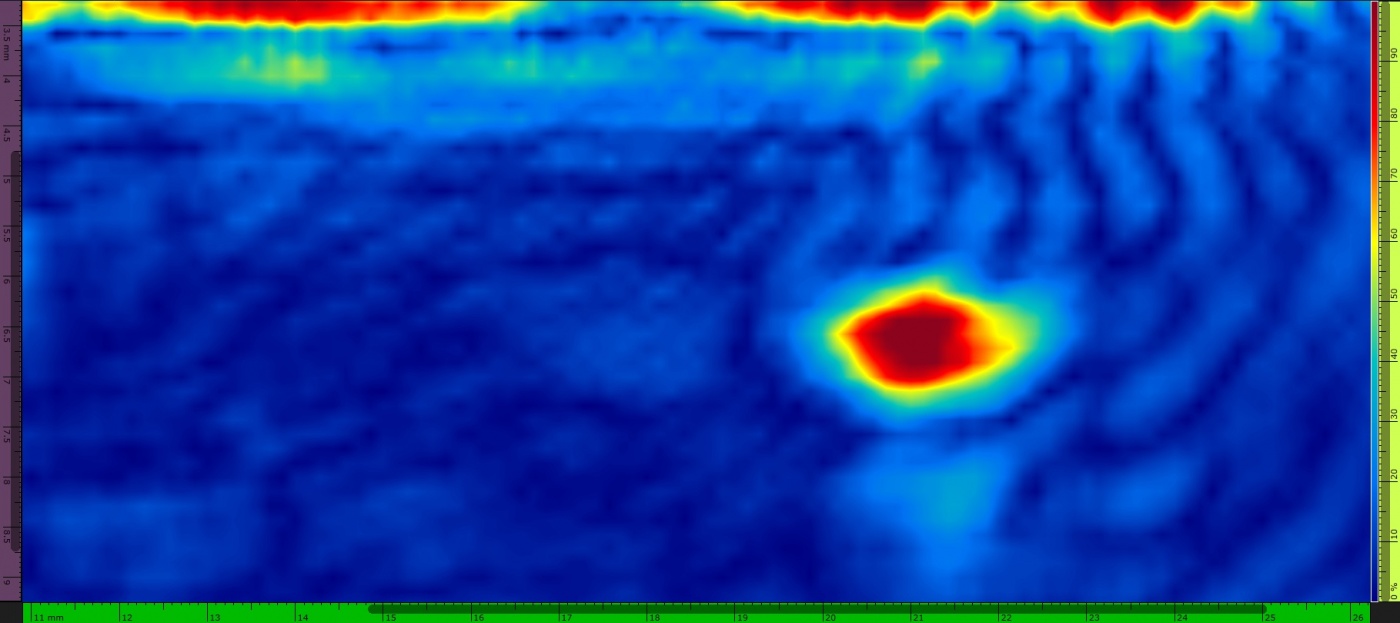
Результаты
В процессе контроля были выявлены все заготовленные дефекты, включая несплошности (поры, включения):
Заключение
Специалисты АО «ПЕРГАМ-ИНЖИНИРИНГ» в очередной раз доказали высокую эффективность дефектоскопа Omniscan X3 для контроля толстостенных изделий сложной формы и оправдали ожидания Заказчика работ относительно сходимости результатов.



