Введение в технологию фазированных решеток
Промышленный контроль методом фазированных решеток. История и практика применения фазированных решеток. Технология ультразвуковых фазированных решеток позволяет обнаруживать дефекты, различно ориентированные относительно акустической сети.
Предисловие
В 21 веке одним из важнейших прорывов в области промышленного ультразвукового контроля стали многофункциональные и высокопроизводительные портативные приборы с фазированными решетками. Технология фазированных решеток основывается на той же базовой волновой физике, на которой работают традиционные дефектоскопы, доступные в продаже в течение последних 50 лет. Однако, расширенные возможности НК с технологией фазированных решеток требуют более высокого уровня подготовки операторов. Таким образом, разработка нового ФР оборудования способствует развитию новых обучающих ресурсов.
Компания Olympus представляет новый технический справочник Контроль методом фазированных решеток для всех, кто работает с оборудованием ФР или интересуется данной технологией. В нем в доступной форме изложены теоретические основы ультразвукового контроля фазированными решетками. Руководство подойдет как новичкам, так и более опытным пользователям, желающим еще раз ознакомиться с базовыми понятиями и терминами. В начале руководства рассматриваются основы и принципы контроля ФР, далее разбираются некоторые аспекты выбора преобразователей и оборудования; в конце руководства приводятся справочные данные и Глоссарий по технологии фазированных решеток.
Подробное описание технологии и терминология
Видео: УЗ контроль методом фазированных решеток
Введение в контроль фазированными решетками
Ультразвуковые дефектоскопы используются в промышленности вот уже более 60 лет. С 40-х годов прошлого века законы физики о распространении высокочастотных звуковых волн используются для обнаружения скрытых трещин, полостей, пористости и прочих внутренних несплошностей в металлах, композитах, пластике и керамике, а также для измерения толщины и анализа свойств материалов. Ультразвуковой контроль не требует разрушения инспектируемого материала и является совершенно безопасным. Он широко применяется в основных областях производства, обрабатывающей промышленности и в отраслях инфраструктуры, особенно там, где большую роль играют металлические конструкции и сварные швы.
Многие из вас знакомы с медицинскими приложениями ультразвуковой визуализации, в которой высокочастотные звуковые волны используются для создания детализированных поперечных изображений внутренних органов. Медицинские сонограммы обычно выполняются специальными многоэлементными преобразователями, или фазированными решетками, в сочетании с необходимым аппаратным и программным обеспечением. Применение технологии ультразвуковых фазированных решеток не ограничивается медицинской диагностикой. В последние годы ФР системы все чаще используются в промышленности для обеспечения новых уровней информативности и визуализации в контроле, построения профиля толщин и выявления дефектов в процессе эксплуатации.
На протяжении первых 20 лет в серийном ультразвуковом оборудовании использовались одноэлементные ПЭП, в которых генерация волны и получение эхо-сигналов осуществлялось одним пьезокристаллом; раздельно-совмещенные ПЭП с излучающим и принимающим пьезокристаллами; а также раздельные или теневые системы, использующие два одноэлементных преобразователя одновременно. Эти технологии до сих пор используются в большинстве современных серийных ультразвуковых приборов для промышленной дефектоскопии и толщинометрии. Однако, с каждым годом приборы с фазированными решетками становятся все более востребованными в области неразрушающего контроля.
Принцип усиливающего и гасящего взаимодействия волн был продемонстрирован в 1801 году английским ученым Томасом Юнгом. В его известном опыте для создания интерференционных полос использовались два источника света. Волны в фазе усиливают друг друга, волны в противофазе гасят друг друга (см. Рис. 1-1).
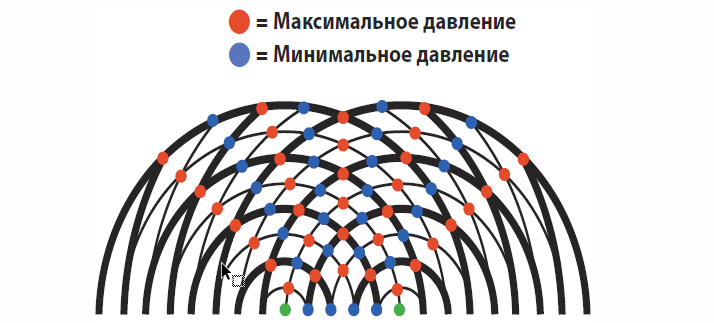
Рис. 1-1 Интерференционные полосы от двух источников света
Сдвиг фазы или фазовая синхронизация — способ контроля взаимодействия волн за счет смещения во времени фронтов волн от двух и более источников. Он используется для изгибания, управления или фокусировки энергии фронта волны.
В 60-х годах ученые начали разрабатывать ультразвуковые системы с фазированными решетками. В них использовались преобразователи с большим количеством излучающих элементов, которые посылали звуковые сигналы посредством управляемых интерференционных картин. В начале 70-х годов появились первые серийные медицинские диагностические системы с фазированными решетками. Они позволяли управлять звуковыми лучами и получать изображение поперечного сечения тканей организма человека (см. Рис. 1-2).

Рис. 1-2 Фазированные решетки в медицинской диагностике
Первые ультразвуковые дефектоскопы на фазированной решетке
В начале, ультразвуковые приборы с ФР использовались, в основном, в медицине. Этому способствовал тот факт, что из-за известного состава и структуры человеческого тела приборы были относительно простыми и интерпретировать полученные изображения было достаточно легко. Промышленное же применение было гораздо более сложной задачей. Все контролируемые материалы (металлы, композиты, керамические материалы, пластики и оптоволокно) обладают разными акустическими характеристиками. Также, довольно трудно учесть разную геометрию и толщину объектов, проходящих промышленные испытания.
Первые промышленные системы на фазированных решетках, появившиеся в 80-х, были довольно громоздкими. Кроме того, было необходимо пересылать полученные данные на компьютер для обработки и отображения. Эти системы использовались в основном для технического контроля в процессе эксплуатации на электростанциях. Фазированные решетки активно продвигались в атомной индустрии, где методы технического контроля допускают применение ультрасовременных технологий для повышения вероятности обнаружения критических дефектов. Также они применялись для контроля широких кованых валов и деталей турбин низкого давления.
Промышленные дефектоскопы на фазированных решетках
Переносные, работающие от батарей приборы с фазированными решетками для промышленного использования появились в начале 2000-х. Аналоговые устройства занимали слишком много места и потребляли большое количество энергии на создание многоканальных схем для управления лучом. С приходом цифровой эры и с появлением недорогих встроенных микропроцессоров появилось следующее поколение оборудования ФР. Развитие маломощных электронных компонентов, новые энергосберегающие технологии, повсеместное использование плат поверхностного монтажа – все это привело к уменьшению размеров приборов. Так, всего один портативный ФР прибор обладал функциями электронной настройки параметров и позволял обрабатывать, отображать и анализировать полученные данные, что открыло новые горизонты для применения данной технологии в промышленности. Это повлекло за собой появление ФР- преобразователей для конкретных приложений.
Что такое фазированная решетка?
Традиционные ультразвуковые преобразователи для НК обычно состоят либо из одного активного элемента, генерирующего и принимающего высокочастотные звуковые волны, либо из двух парных элементов, один их которых является передатчиком, а другой приемником. Основу системы ФР составляет специальный ультразвуковой преобразователь с некоторым количеством отдельных элементовю Фазированные преобразователи обычно содержат от 16 до 256 отдельных элементов, каждый из которых является независимо управляемым (см. Рис. 1-3 и Рис. 1-4).

Рис. 1-3 Стандартные ФР-преобразователи
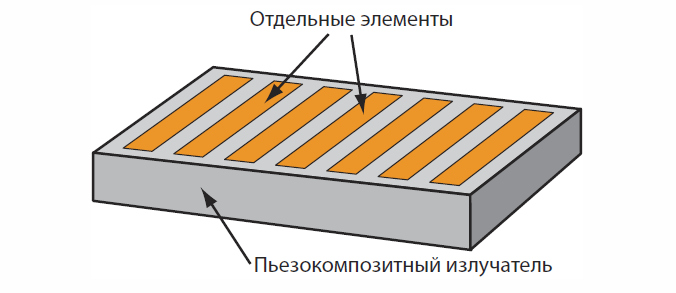
Рис. 1-4 Типичная многоэлементная конструкция
Они могут быть сформированы в полосу (линейную матрицу), двумерную (2D) матрицу, кольцо (кольцевую матрицу), округлую (изогнутую) матрицу или иметь более сложные формы. Как и традиционные ПЭП, фазированные решетки могут быть сконструированы для непосредственного контакта, являясь частью наклонного преобразователя с призмой, или для иммерсионного контроля с водяной линией задержки.
Диапазон частот преобразователя обычно составляет от 2 до 10 МГц. В систему фазированной решетки входит усовершенствованный прибор на базе ПК, который активирует многоэлементный преобразователь, принимает и оцифровывает отраженные эхо-сигналы, а также отображает информацию по эхо-сигналам в различных стандартных форматах. В отличие от традиционных ультразвуковых дефектоскопов, системы ФР могут использовать звуковой луч в диапазоне углов преломления, вдоль линейного пути, или динамически фокусировать луч на различных глубинах, увеличивая гибкость настроек контроля.
Принцип работы фазированной решетки
Известно, что в основу работы фазированной решетки легли принципы волновой физики. Время между серией исходящих ультразвуковых импульсов изменяется таким образом, что созданные каждым элементом решетки отдельные волновые фронты сочетаются друг с другом. Это позволяет добавлять или гасить энергию, эффективно управляя и формируя ультразвуковой луч. Подобный эффект достигается за счет возбуждения отдельных элементов в разное время.
Калькулятор законов фокусировки
Зачастую генерация волны производится группами от 4 до 32 элементов для повышения эффективной чувствительности за счет увеличения апертуры, что также уменьшает нежелательное распространение луча и обеспечивает лучшую фокусировку. Программное обеспечение, известное как калькулятор законов фокусировки, устанавливает определенное время задержки для возбуждения каждой группы элементов с целью создания желаемой формы луча, исходя из характеристик преобразователя и призмы, а также геометрии и акустических свойств исследуемого материала.
Запрограммированная последовательность генерации импульсов, выбранная операционным ПО прибора, запускает определенное число фронтов волн в объекте контроля. Эти фронты волн, в свою очередь, объединяются конструктивным и деструктивным способом в единый первичный фронт волны, который проходит через инспектируемый материал и отражается от трещин, неоднородностей, донной поверхности образца и других границ сред, как традиционная ультразвуковая волна. Луч можно динамически настроить под разные углы, фокусные расстояния и размеры фокусного пятна так, что одного преобразователя достаточно для контроля материала с разных ракурсов. Отклонение луча происходит очень быстро, так что сканирование под разными углами или с несколькими глубинами фокусировки выполняется за долю секунды.
Эхо-сигналы принимаются элементами или группами элементов, сдвигаются по времени для компенсации задержки в призме, затем суммируются. В отличие от традиционного одноэлементного преобразователя, который фактически поглощает эффекты всех компонентов луча, ФР-преобразователь может сортировать в пространстве возвращающийся фронт волны на основании времени прихода и амплитуды сигнала для каждого элемента.
При обработке программным обеспечением прибора каждый вернувшийся закон фокусировки представляет собой отражение от определенного углового компонента луча, определенной точки на линейной траектории и/или отражение от определенной глубины фокусировки (см. Рис. 1-5 и Рис. 1-6). Эхо-сигнал затем может быть представлен в различных форматах.
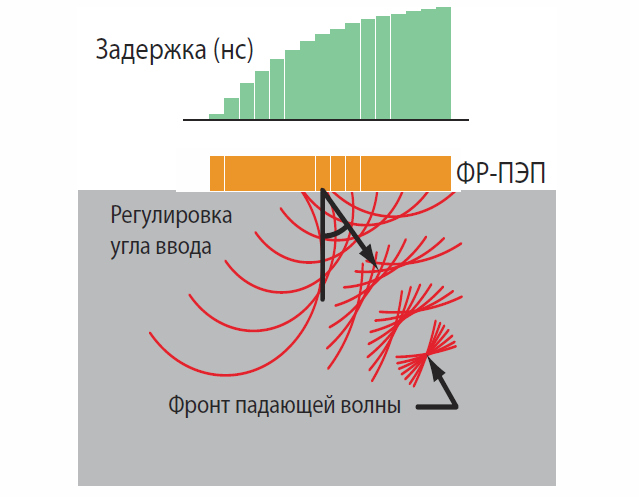
Рис. 1-5 Пример наклонного луча, генерируемого плоским ПЭП за счет изменения задержки
1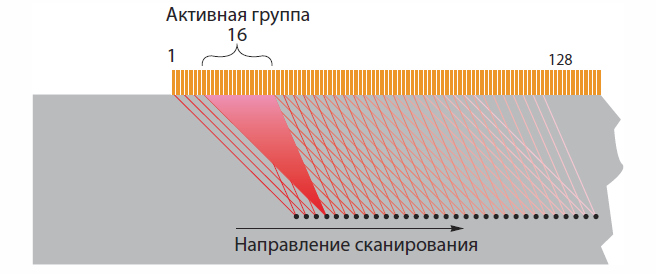
Рис. 1-6 Пример линейного сканирования сфокусированным наклонным лучом
Преимущества ФР перед традиционным ультразвуком
Ультразвуковые системы с фазированными решетками могут использоваться почти в любом виде контроля, где задействованы традиционные ультразвуковые дефектоскопы. Данная технология чаще всего применяется для контроля качества сварных швов и выявления трещин, в самых разных отраслях промышленности: аэрокосмической, энергетической, нефтехимической, в производстве непрерывнолитых металлических заготовок и трубной арматуры, в строительстве и обслуживании нефтепроводов и металлических конструкций.
Фазированные решетки также используются для получения профиля остаточной толщины стенок при контроле коррозии.
Главное преимущество технологии фазированных решеток перед традиционным УЗК заключается в том, что управление лучом и его фокусировка осуществляются с помощью одного многоэлементного ПЭП. Управление лучом или S-сканирование (секторное сканирование) используется для картографирования объектов под определенными углами. Это значительно упрощает контроль объектов со сложной геометрией. Маленькая контактная поверхность преобразователя и возможность перемещения луча без передвижения ПЭП упрощает контроль труднодоступных для механического сканирования объектов.
Контроль сварных швов
Для контроля качества сварных швов обычно применяется секторное сканирование. Возможность сканирования под разными углами без передвижения преобразователя повышает вероятность обнаружения аномалий в сварных швах. Электронная фокусировка позволяет оптимизировать форму и размер луча в конкретной точке, что также повышает вероятность обнаружения дефекта.
Способность фокусировки на разных глубинах увеличивает точность измерения критических дефектов для объемного контроля. Фокусировка значительно улучшает отношение сигнал-шум в сложных ситуациях. С-сканы отображаются намного быстрее благодаря электронному сканированию группами элементов. Возможность одновременного контроля под разными углами и/или линейного сканирования большей площади тестового образца снижает время на исследование. Скорость ФР контроля до 10 раз выше, чем в традиционном УЗК, что является несомненным преимуществом технологии.
К потенциальным недостаткам фазированных решеток можно отнести относительно высокую стоимость и необходимость проведения контроля квалифицированным оператором. Однако, эти затраты нейтрализуются большой гибкостью оборудования и значительной экономией времени контроля.
Фазированные преобразователи
Традиционный ультразвуковой преобразователь продольных волн служит поршнем для высокочастотных механических вибраций, или звуковых волн. При подаче напряжения пьезоэлектрический преобразователь (кристалл) деформируется перпендикулярно своей поверхности. При прекращении подачи напряжения, менее чем через микросекунду, элемент спружинивает, генерируя импульс механической энергии, включающий ультразвуковую волну (см. Рис. 2-1). Аналогично, при сжатии элемента под давлением принимаемой ультразвуковой волны, генерируется напряжение. Таким образом, единичный пьезоэлектрический элемент может служить как передатчиком, так и приемником ультразвуковых импульсов.
Наиболее часто используемые в УЗК преобразователи обладают следующими основными рабочими характеристиками:
- Тип. Идентификация преобразователя по виду контроля: контактный, наклонный, иммерсионный или с линией задержки. Выбор типа преобразователя зависит от свойств материала объекта контроля (например, шероховатость поверхности, температура, скорость контроля, доступность зоны контроля и положение дефекта).
- Размер. Диаметр или длина и ширина активного элемента преобразователя, который обычно находится в корпусе большего размера.
- Частота. Количество колебаний волны в секунду. Обычно выражается в килогерцах (кГц) или мегагерцах (МГц). Промышленный ультразвуковой контроль обычно производится на частотах от 500 кГц до 20 МГц, поэтому большинство преобразователей работают в указанном диапазоне. Также доступны преобразователи в диапазоне частот от менее чем 50кГц и до более чем 200 МГц. Проникающая способность улучшается с понижением частоты; с повышением частоты улучшаются разрешение и фокальная резкость.
- Полоса пропускания. Диапазон частот в указанных пределах амплитуды. В этой связи необходимо уточнить, что стандартные преобразователи НК генерируют звуковые волны не на одной частоте, а в пределах определенного диапазона, отцентрированного по заданной номинальной частоте. В НК принято устанавливать полосу пропускания на уровне -6 дБ (или половина значения амплитуды).
- Длительность импульса. Количество колебаний волны, генерируемых преобразователем с каждым импульсом. Преобразователь с узкой полосой пропускания генерирует большее количество колебаний волны, чем преобразователь с широкой полосой пропускания. На длительность импульса влияет диаметр активного элемента, материал подложки, электрическая настройка и способ возбуждения преобразователя.
- Чувствительность. Отношение между амплитудами возбуждающего импульса и эхо-сигнала от отражателя.
- Профиль луча. В рабочем приближении луч от обычного несфокусированного дискового преобразователя понимается как столп энергии, который распространяется от активного элемента, увеличиваясь в диаметре и постепенно рассеиваясь.
Основные свойства звуковых волн
Формирование фронта волны. Тогда как одноэлементный преобразователь можно представить в виде поршня, одного диска или пластины, действующего на исследуемый объект, создаваемую им волну можно математически смоделировать как сумму волн от множества точечных источников. Это подтверждает принцип Гюйгенса, предложенный в 17 веке голландским физиком Христианом Гюйгенсом, согласно которому каждая точка фронта волны является источником новых сферических волн, а результирующее волновое поле является суммой этих отдельных сферических волн.
Распространение луча. Генерируемая преобразователем звуковая волна распространяется по прямой до границы материала. Ниже описывается то, что происходит после этого. Если звуковой путь длиннее ближней зоны, луч увеличивается в диаметре и расходится, как свет в прожекторе.
Основные принципы формирования изображения
Как в традиционных ультразвуковых приборах, так и в оборудовании с фазированными решетками высокочастотные звуковые волны применяются для проверки внутренней структуры исследуемого образца или измерения его толщины. Оба типа приборов базируются на фундаментальных физических законах, определяющих распространение звуковой волны. В обеих ультразвуковых технологиях используются аналогичные концепции для представления данных УЗК.
Традиционные ультразвуковые измерительные приборы НК обычно состоят либо из одного активного элемента, который генерирует и принимает высокочастотные звуковые волны; либо из двух парных элементов – один для передачи, второй для приема сигнала. Типичный прибор представлен одноканальным генератором и приемником, генерирующего и принимающего ультразвуковой сигнал; а также встроенной системой сбора цифровых данных, согласованной с дисплеем и измерительным модулем. Более усовершенствованные приборы позволяют использовать несколько каналов генерации-приема с группой преобразователей для увеличения зоны покрытия и определения различных глубин залегания или ориентации дефектов. В более усовершенствованных системах традиционный ультразвук может быть объединен с датчиками положения, контроллерами и программным обеспечением, как часть системы формирования изображений.
С другой стороны, оборудование с фазированными решетками обычно имеет несколько каналов, необходимых для предоставления моделей возбуждения (законов фокусировки) для преобразователей от 16 до 256 элементов. В отличие от традиционных дефектоскопов, системы с фазированной решеткой могут использовать звуковой луч в диапазоне углов преломления, вдоль линейного пути или динамически фокусировать луч на различных глубинах, увеличивая гибкость настроек контроля. Эта дополнительная возможность генерировать многочисленные УЗ-пути в рамках одного преобразователя значительно улучшает способность обнаружения дефектов и «визуализации» контроля путем отображения инспектируемой зоны. Изображение, полученное с помощью фазированной решетки, наглядно демонстрирует изменения от точки к точке, а также эхо-сигналы от дефекта под разными углами, что позволяет определить его тип и размер. Несмотря на кажущуюся сложность технологии контроля, она позволяет значительно расширить зону охвата без необходимости использования сложных приспособлений и многочисленных преобразователей, часто востребованных в традиционном УЗК.
Оборудование с фазированными решетками
На рынке представлен огромный ассортимент фазированных ПЭП. Несмотря на то, что линейные ФР-преобразователи являются на сегодняшний день наиболее популярными, также доступны специализированные преобразователи с большим количеством и различным расположением элементов. Они спроектированы для более сложных приложений, требующих высокоскоростного сканирования, покрытия всего объема изделия и/или комплексного отклонения луча. Для соответствия тем или иным требованиям контроля предлагаются различные уровни оборудования с ФР, которые можно подразделить на три группы: ручные переносные дефектоскопы, переносные автоматизированные дефектоскопы и дефектоскопы в стойке для поточного контроля.
Как и другое оборудование ультразвукового контроля, системы с фазированными решетками представлены широким модельным рядом с различным уровнем сложности и возможностей. Среди имеющихся моделей представлены как простые приборы для осуществления секторного и линейного сканирования 16- элементным преобразователем, так и многоканальные системы контроля с усовершенствованным программным обеспечением и преобразователями до 256 элементов.
Компания Olympus предлагает полный ассортимент оборудования для неразрушающего контроля (НК). Для получения дополнительной информации посетите раздел с оборудованием компании Olympus.


